A carbonitretação de parafusos é de importância crítica para sua funcionalidade e um dos tratamentos térmicos de endurecimento mais comuns.
Estudar como o processo funciona nesta aplicação ajudará a esclarecer todos os processos de carbonitretação. Vamos aprender mais.
A carbonitretação a gás é uma forma modificada do processo de cementação e não uma forma de Nitretação. Neste processo, tanto o carbono (C) quanto o nitrogênio (N) são introduzidos na superfície de aço pela introdução de amônia (NH) e um gás enriquecedor de hidrocarbonetos na atmosfera do forno, a fim de adicionar nitrogênio à camada cementada à medida que está sendo produzida. (Fig. 1).

O processo de Carbonitretação
Normalmente, a carbonitretação é feita em uma temperatura mais baixa do que a cementação
– 700 – 900C – e por um tempo mais curto. Combine isso com o fato de que o nitrogênio inibe a difusão de carbono e o que geralmente resulta é um caso mãos raso do que o típico para peças cementadas. Uma camada carbonitretada geralmente tem 0,075 – 0,75 mm de profundidade.
É importante notar que um contribuidor comum para profundidades não uniformes de revestimento é começar a adição de amônia antes que a carga seja estabilizada na temperatura. Esse erro geralmente ocorre em fornos descontínuos que iniciam as adições de gás assim que o setpoint se recupera ou em fornos contínuos onde as peças não estão em temperatura.
É melhor introduzir um atraso de tempo para que toda a carga atinja a temperatura. Lembre-se também de que, quando termina a adição de amônia, começa a dessorção de nitrogênio.
A faita de temperatura para carbonitretação não é arbitrária. A decomposição térmica da amônia é muito rápida em temperaturas de austenitização mais altas, o que limita a disponibilidade de nitrogênio. Uma estrutura quebradiça é formada em temperaturas mais baixas. Fornos operacionais abaixo de 760°C também podem representar uma preocupação de segurança.
A carbonitretação é conhecida por muitos nomes ao longo dos anos, incluindo “cianeto seco”, “cianeto a gás”, “nicarbonato” e “nitrocarnonetação”. (Hoje a nitrocarbonetação é usada para descrever outro tipo de processo de endurecimento).
Conteúdo de Nitrogênio da Camada
O nitrogênio no aço carbonitretado aumenta a temperabilidade e possibilita a formação de martensita em aços carbono simples e de baixa liga que inicialmente tem baixa temperabilidade. Os exemplos incluem SAE 1018, 12L14 e 1117 que podem ser transformados no caso em mastensita devido à redução da taxa de resfriamento crítico necessária para transformar o aço. Os nitretos formados contribuem para uma elevada dureza superficial.
Aços carbonitretados cobrem uma ampla seção transversal, incluindo aqueles nas séries SAE 10xx, 11xx, 12xx, 13xx, 15xx, 40xx, 41xx, 46xx, 51xx, 61xx, 86xx e 87xx. Entretanto, teores de carbono tão altos quanto 0,50% nessas mesmas séries são carbonitretados para profundidades de camada de até cerca de 0,3mm.
O nitrogênio – como o carbono, o Manganês e o níquel – é um estabilizador da austenita. Portanto, a austenita retida é uma preocupação após a têmpera. A redução da porcentagem de amônia reduzirá a quantidade de austenita retida e deve ser feita se as reduções na dureza ou na resistência ao desgaste não puderem ser toleradas. Outra consequência do nitrogênio muito alto é a formação de vazios ou porosidade.Em geral, o teor de nitrogênio na superfície não deve ser superior a 0,40%.
Uma variação comum na carbonitretação é introduzir amônia próximo ao final do ciclo de cementação, normalmente 15-30 minutos antes de a carga ser temperada. Qualquer perda de temperabilidade que possa ocorrer devido a oxidação interna (ou intergranular) é parcialmente compensada pela absorção de nitrogênio.
Resistência ao Revenimento
Vários outros produtos devem ser mencionados. O nitrogênio na camada carbonitretada aumenta a resistência do aço ao amolecimento. É por isso que temperaturas de revenido mais altas de até 225°C são frequentemente usadas em peças carbonitretadas.
A resistência ao Revenimento se manifesta em melhor resistência ao desgaste. As engrenagens carbonitretadas, por exemplo, frequentemente exibem melhores propriedades de desgaste do que as engrenagens cementadas. Além disso, muitas peças de camada rasa e seção fina feitas de aço sem liga, como punções de corte e vinco, podem ser usadas sem revenimento.
A profundidade da camada é uma função do tempo na temperatura (Fig.2). Os dados coletados na Fig.2 mostram uma distribuição considerável e são representadas como uma largura de banda, o que é explicado pelos autores originais como “nada surpreendente devido às diferenças nas definições de profundidade de camada e métodos de medi-la, falta de conhecimento preciso do período de tempo durante o qual uma determinada parte está realmente na temperatura do forno e o efeito da variação do tempo de aquecimento”.

Durante a carbonitretação, o nitrogênio é adicionado na forma de amônia, uma vez que a dissociação, ou quebra da amônia produzirá nitrogênio atômico (ou nascente) em oposição ao 00mas se a dissociação ocorrer na superfície do aço, o nitrogênio nascente pode se difundir no aço simultaneamente com o carbono (Fig. 3).
A carbonitretação é normalmente realizada na faixa de temperatura de 800-900°C, mas temperaturas tão baixas quanto 700°C são algumas vezes usadas (Fig.4). A faixa ideal parece estar entre 845-870°C. As taxas de penetração são de até 50% mais rápidas do que a cementação. Por exemplo, a carbonitretação a 850°C e a cementação a 900°C produzem aproximadamente a mesma profundidade de camada na mesma quantidade de tempo.

Uma vez que a carbonitretação é normalmente feita em temperaturas mais baixas e por tempos mais curtos do que a cementação gasosa, ela produz profundidade de camadas mais rasas, porém mais duras (Fig.5), geralmente não maior que cerca de 0,030 polegadas no máximo.

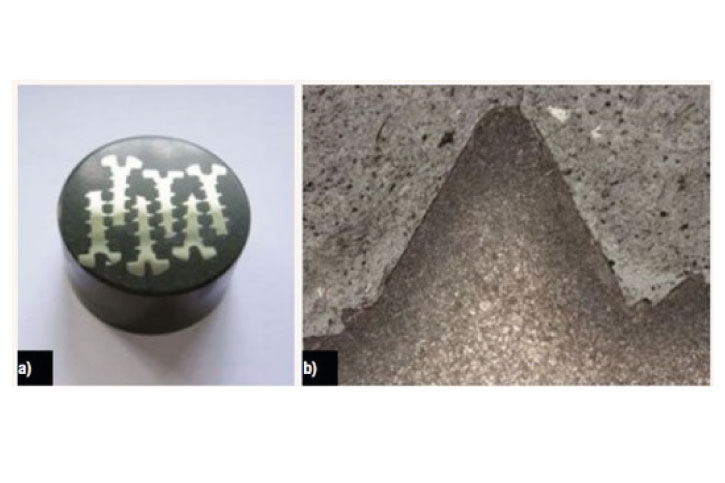
Os fixadores carbonitretados são normalmente montados (Fig. 6a) e gravados (Fig. 6b) para revelar seu padrão de profundidade de camada e microestrutura.
As razões para profundidades de camada mais rasas em peças carbonitretadas incluem:
- A carbonitretação geralmente é feita em temperaturas mais baixas e por tempos mais curtos do que a cementação gasosa.
- A adição de nitrogênio é menos controlada do que a adição de carbono. Isso leva a um excesso de nitrogênio no aço e, consequentemente, a altos níveis de austenita retida. O aumento da porosidade pode ocorrer quando os tempos de ciclo são muito longos.
A carbonitretação, assim como a cementação, é usada principalmente para produzir uma camada dura e resistente ao desgaste. Esta camada tem maior temperabilidade do que uma camada cementada. Consequentemente, a carbonitretação cria uma camada mais dura em aços de baixo carbono ou baixa liga.
As vantagens específicas da carbonitretação para fixadores em comparação com a cementação incluem:
- Uma camada carbonitretada tem melhor temporabilidade do que uma camada cementada. Isso se deve à adição de nitrogênio na camada superficial.
- Enriquecimento mais rápido em carbono, o que resulta em um tempo de tratamento mais curto em temperatura mais baixa.
- Melhor resistência ao desgaste e ao amolecimento (em temperaturas de serviço elevadas).
- Melhores propriedades de fadiga, ou seja, limites de fadiga mais elevados do que peças cementadas.
- Menor custo de operação devido às temperaturas mais baixas e tempos de ciclo mais curtos envolvidos.
Resumo
A carbonitretação é uma excelente escolha para fixadores de baixo teor de carbono e materiais semelhantes que requerem uma camada uniforme, mas rasa, com boas propriedades de desgaste. Em geral, os tratadores térmicos que executam esses processos têm uma grande experiência e o Know-how prático para controlar o tempo, a temperatura e as atmosferas do forno para atingir as propriedades e profundidades de camada exigidas.
Fonte: Revista Industrial Heating Brasil
Julho a setembro/2020.



